
Kiire PE PP (PVC) lainepapist torude ekstrusiooniliin










Kirjeldus
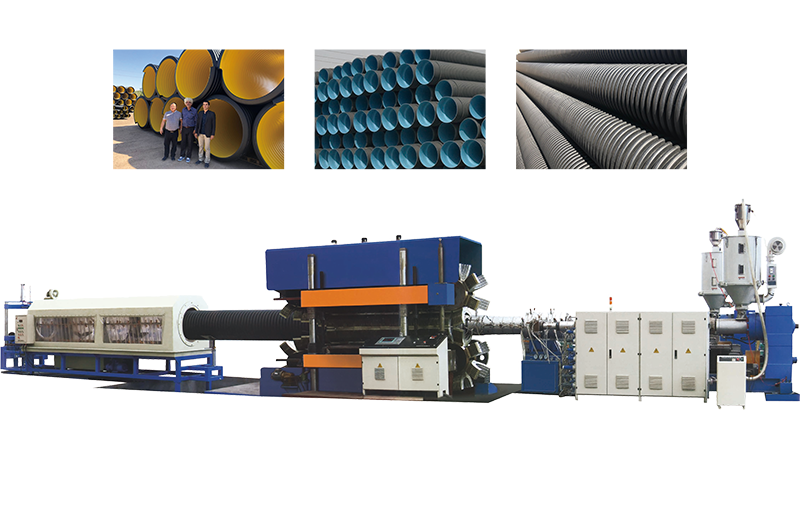
Plastgofreeritud torude valmistamise masinat kasutatakse plastgofreeritud torude tootmiseks, mida kasutatakse peamiselt linnade drenaažis, kanalisatsioonisüsteemides, maanteeprojektides, põllumaade vee säästmise niisutusprojektides ja seda saab kasutada ka keemiliste kaevandusvedelike transpordiprojektides, millel on suhteliselt lai rakendusala. Gofreeritud torude valmistamise masinal on eelised suure tootlikkuse, stabiilse ekstrusiooni ja kõrge automatiseerituse astme poolest. Ekstruuderit saab konstrueerida vastavalt kasutaja materjali, näiteks PE PP või PVC, eritingimustele. PE PP kaheseinalise gofreeritud toru ekstrusiooniliin kasutab uut tüüpi suure efektiivsusega ühe-/kahekruvilist ekstruuderit. PVC gofreeritud torude valmistamise masin kasutab suurt lamedat kahe- või koonilist kahekruvilist ekstruuderit. Valida saab ühe- ja kahekihilise toru vahel. Kaheseinalise gofreeritud torude valmistamiseks on kahte tüüpi:horisontaalne kaheseinaline gofreeritud toru ekstrusiooniliinjaVertikaalne kaheseinaline gofreeritud torude ekstrusiooniliin.
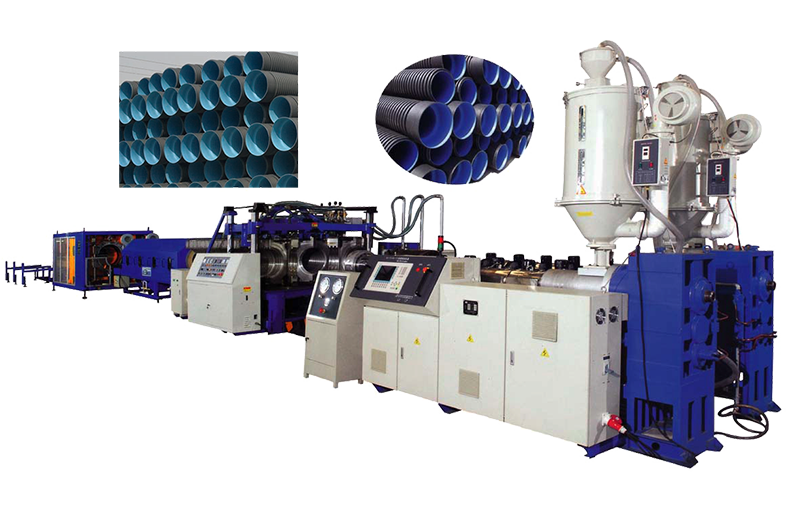
Protsessi voog
Tooraine → Segamine → Vaakumsöötja → Plastikpunkri kuivati → Ekstruuder → Ekstrusioonvorm → Vormimisvorm → Vesijahutusvormimismasin → Pihustusjahutusveepaak → Lõikemasin → Virnastaja
Omadused ja eelised
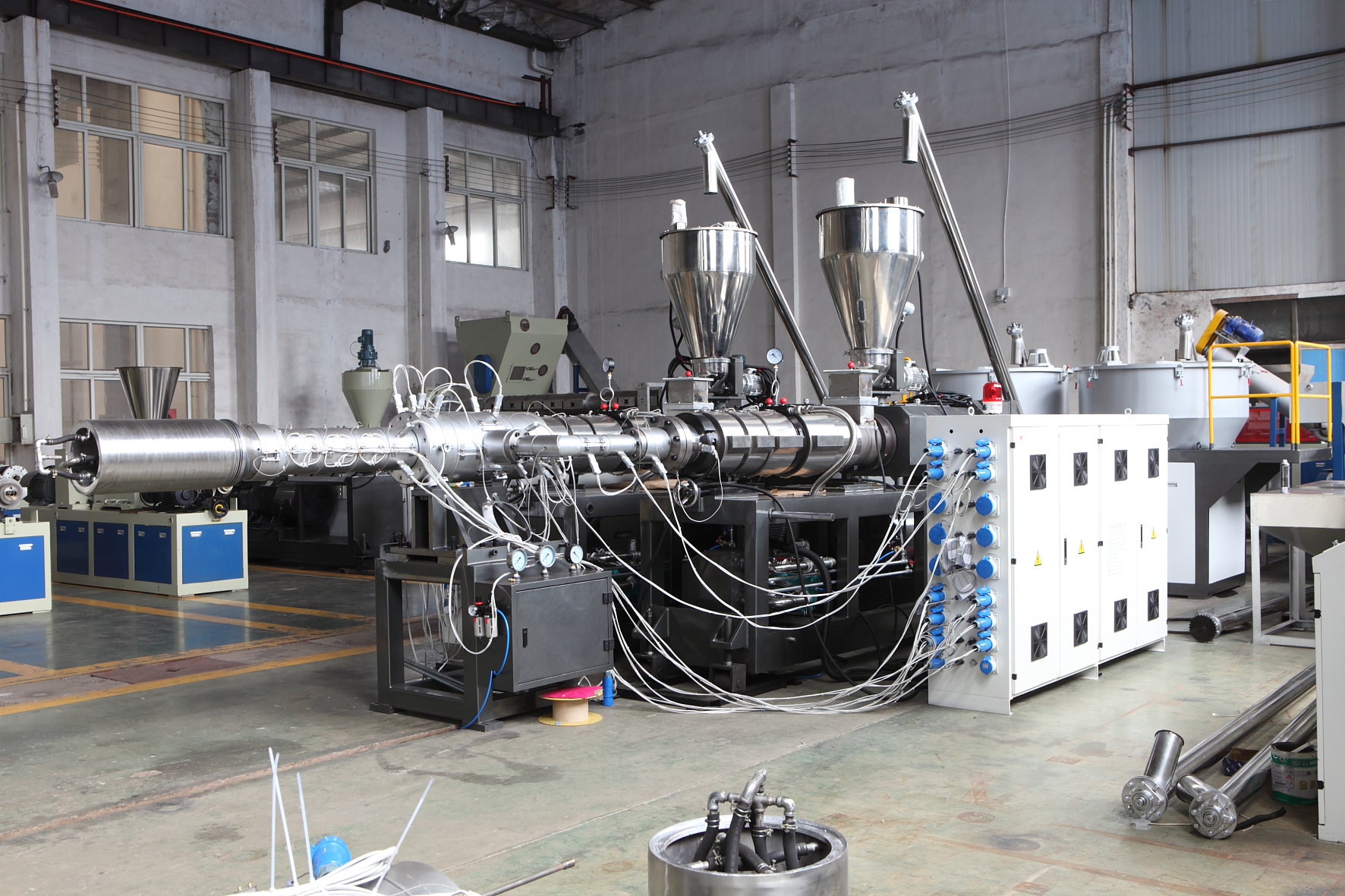
1. HDPE kasutab uut tüüpi suure efektiivsusega ühe-/kahekruvilise ekstruuderit ja PVC kasutab suurt lamedat kahe- või koonilist kahekruvilise ekstruuderit. Suur kooniline kahekruviline ekstruuder või paralleelne kahekruviline ekstruuder võimaldab saavutada suurepärase plastifitseerimise madalal temperatuuril ja stabiilse ekstrusiooni.
2. Mooduli jahutusmeetod on sundvesijahutus, mis parandab oluliselt mooduli jahutuskiirust, et saavutada kiire tootmine.
3. Lainepapist torujuhtme, mida nimetatakse ka kahekordse seinaga lainepapist torude tootmisliiniks, saab teostada võrgus laienemist, et tagada vormitud toru erinevate omaduste vastavus standarditele.
4. Imporditud suhte reguleerimise ventiil reguleerib vormimisrõhku stabiilsena ja usaldusväärsena.
5. Horisontaalne lainepapist
6. Tööplatvorm on kolmemõõtmeliselt reguleeritav.
7. Automaatne kaitsesüsteem käivitub ja töötab uuesti, kui toide välja lülitatakse.
8. Automaatne määrimisjaam
9. Vormplokid on valmistatud spetsiaalsest alumiiniumisulamist ning neil on kerge kaal, kõrge tugevus, hea kulumiskindlus ja väike soojuspaisumistegur.
10. Õhkjahutus ja vesijahutus hästi jahutatavate lainepapist vormide jaoks, mis moodustavad toru kiiresti.
11. Lainepapist torude lõikemasinal on eelised suure täpsuse ja tolmu puudumise tõttu.
12. Kogu liin võtab kasutusele PLC mikroarvuti juhtimissüsteemi, mis suudab visuaalselt näidata sulamistemperatuuri ja -rõhku, vormimiskiirust, veaalarmi ja millel on ka põhiprotsessi salvestusmaht.
Detailid

Ühe kruviga ekstruuder PE/PP jaoks
Kruvikonstruktsiooni L/D suhte 33:1 põhjal oleme välja töötanud L/D suhte 38:1. Võrreldes suhtega 33:1 pakub 38:1 suhe 100% plastifitseerimist, suurendab tootmisvõimsust 30%, vähendab energiatarbimist kuni 30% ja saavutab peaaegu lineaarse ekstrusiooni jõudluse. Kasutame L/D suhtega 38:1 kruvi värske materjali puhul ja L/D suhtega 33:1 kruvi taaskasutatud materjali puhul.
Simensi puuteekraan ja PLC
Rakendage meie ettevõtte poolt väljatöötatud programmi, mis peab süsteemi sisestama inglise või muud keeled.
Tünni spiraalne struktuur
Tünni söötmise osa kasutab spiraalstruktuuri, et tagada materjali söötmise stabiilne ja suurendada ka söötmisvõimsust.
Kruvi eriline disain
Kruvi on spetsiaalse konstruktsiooniga, et tagada hea plastifitseerimine ja segamine. Sulamata materjal ei pääse kruvi sellest osast läbi.
Õhkjahutusega keraamiline kütteseade
Keraamiline kütteseade tagab pika tööea. See disain suurendab kütteseadme ja õhu kokkupuuteala, et tagada parem õhujahutus.
Kvaliteetne käigukast
Käigukasti täpsus peab olema 5-6 ja müratase alla 75 dB. Kompaktne konstruktsioon, kuid suure pöördemomendiga.
Kooniline kaksikkruvi ekstruuder PVC jaoks
PVC tootmiseks saab kasutada nii koonilist kui ka paralleelset kaksikkruvi ekstruuderit. Kasutades uusimat tehnoloogiat, vähendame energiatarbimist ja tagame tootlikkuse. Pakume erineva valemi järgi erinevaid kruvikonstruktsioone, et tagada hea plastifitseeriv efekt ja suur tootlikkus.

Ekstrusioonvorm
Nii välimine kui ka sisemine kiht on pressitud vormipea sisse. Iga materjalivoo kanal vormipea sees on ühtlaselt paigutatud. Iga kanal on pärast kuumtöötlust ja peegelpoleerimist, et tagada materjali sujuv vool. Samuti varustab vormipea mõlema kihi vahel suruõhku. Kalibreerimishülsi kasutatakse sisemise kihi jahutamiseks, et moodustada seest sile ja tasane toru. Kalibreerimishülsi sees voolab survevesi, et tagada hea jahutusefekt. Suure läbimõõduga torude tootmisel tekib kalibreerimishülsi pinnale vaakum, mis tagab toru sisemise ümaruse.
Vormimine
CNC-töötlus tagab täpsed mõõtmed. Vaakumõhukanal ja suure voolu ristlõikega vesijahutuskanal tagavad stabiilse, kvaliteetse ja tõhusa tootmise. Mooduli materjal on ülitugev alumiiniumisulam, millel on kõrge soojusjuhtivus, kõrge kõvadus ja kõrge kulumiskindlus. Mooduli struktuur kasutab integreeritud survevalu protsessi, millel on tihedam tekstuur ja suurem termiline stabiilsus. Mooduli sisemine pinnatöötlus parandab mooduli tugevust ja kõvadust, mis soodustab paremini lainete täiuslikku moodustumist. Vorm kasutab CNC-töötlust, et tagada selle täpsus ja sujuv töö.


Vesijahutusvormimismasin
Lainepapist vormi paigutamiseks ja liigutamiseks kasutatakse vesijahutusega vormimismasinat, mille käigus luuakse vaakum, mis imab väliskihi lainepapist vormi, moodustades lainelise kuju. Lainepapist vormi liigutades tõmmatakse ka toru lainepapist välja.
Automaatne määrimissüsteem
Määrige hammasrattaid automaatselt, et lainepapist vorm liiguks sujuvalt.
Käigukasti käigukast
Hammaslatt asetatakse lainepapist vormi ülaossa. Kõik hammaslatid on pärast nitrideerimist ja kuumtöötlust pikaajaliseks kulumiskindlaks muutmiseks.
Ülemine reguleerimissüsteem
Ülemise raami elektrooniline reguleerimine erineva suurusega lainepapist vormi jaoks. Nelja samba abil tagatakse stabiilne ja täpne reguleerimine.
Pinge reguleerimise süsteem
Vormi liikumise intensiivsuse reguleerimiseks veenduge, et vorm liiguks sujuvalt.
Proportsionaalne ventiil
Õhu stabiilsemaks ja täpsemaks juhtimiseks, et moodustada hea toru ja pistikupesa kuju.
Hallituse jahutussüsteem
Nii vee- kui ka õhkjahutussüsteemiga, et tagada parem jahutusefekt ning hea ja kiire torude moodustamine.
UPS-i varutoide
Voolukatkestuse korral varustab UPS varutoiteallikas lainepinki, et toru kalibreerimishülsist välja liigutada. See hoiab ära toru kinnijäämise kalibreerimishülsi külge pärast toru jahtumist ja kokkutõmbumist.
Pihustusjahutusveepaak
Jahutuspaaki kasutatakse toru edasiseks jahutamiseks.
Abiveo
Lisaveoseadmega on ka veoseade painduv. Toru kaugemale tõmbamiseks.
Kvaliteetne pihustiotsik
Kvaliteetsetel pihustusotsikutel on parem jahutusefekt ja lisandid ei ummista neid kergesti.
Veepaagi filter
Veepaagis oleva filtriga välditakse suuremaid lisandeid, kui sisse tuleb väljastpoolt vett.


Gofreeritud torude lõikemasin
Gofreeritud torude lõikemasin on ülitäpne ja tolmuvaba.
Alumiiniumist kinnitusseade
Erinevate torusuuruste jaoks kasutage alumiiniumist kinnitusseadist. Igal suurusel on oma kinnitusseadis, seega pole vaja erineva torusuuruse korral keskmist kõrgust muuta.
Sünkroniseerimissüsteem
Lõikejaama juhib mootor ja inverter. Lõikamisprotsessi ajal liigub lõikejaam sünkroonselt lainepapistajaga, et vältida toru deformatsiooni.
Topeltnuga lõikamine
Kahe noaga, mis lõikavad koos, et tagada pistikupesa otsaosa täielik äralõikamine.
Virnastaja
Torude toetamiseks ja mahalaadimiseks. Virnastaja pikkust saab kohandada.
Torude toetamiseks ja mahalaadimiseks. Virnastaja pikkust saab kohandada.
Gofreeritud toru sujuvaks liigutamiseks virnastil kanname virnastaja pinnale terve roostevaba terase.
Toru rullimiseks, lihtne hoiustamine ja transport. Tavaliselt kasutatakse alla 110 mm läbimõõduga torude jaoks. Valida saab ühe- ja kahekordse stantsiga.

Tehnilised andmed
| Mudel | Toru suurus (mm) | Ekstruuder | Väljund (kg/h) | Kiirus (m/min) | Koguvõimsus (kW) | Hallitus (paarid) | Jahutussüsteem |
| SGB250 | 90–250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | Õhujahutus ja vesijahutus |
| SGB500 | 200–500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | Õhujahutus ja vesijahutus |
Seotud tooted
-

Suure väljundvõimsusega kooniline kaksikkruvi ekstruuder
Omadused SJZ-seeria koonilisel kaksikkruvi ekstruuderil, mida nimetatakse ka PVC-ekstruuderiks, on eelised nagu sundekstrusioon, kõrge kvaliteet, lai kohanemisvõime, pikk tööiga, madal nihkekiirus, kõva lagunemine, hea segamis- ja plastifitseerimisefekt ning pulbrilise materjali otsene vormimine jne. Pikad töötlemisüksused tagavad stabiilsed protsessid ja väga usaldusväärse tootmise paljudes erinevates rakendustes, mida kasutatakse PVC-torude ekstrusiooniliinil, PVC-gofreeritud torude ekstrusiooniliinil, PVC WPC-l ...
-

Kõrgefektiivne ühe kruviga ekstruuder
Omadused Ühe kruviga plastmassist ekstruudermasin suudab töödelda igat tüüpi plasttooteid, nagu torud, profiilid, lehed, plaadid, paneelid, plaadid, keermed, õõnestooted jne. Ühe kruviga ekstruuderit kasutatakse ka terade töötlemisel. Ühe kruviga ekstruuderi masina disain on täiustatud, tootmisvõimsus on kõrge, plastifitseerimine on hea ja energiatarve madal. See ekstruudermasin kasutab ülekandeks kõva hammasrataspinda. Meie ekstruudermasinal on palju eeliseid. Me ka...
-

Suure väljundiga PVC koorikuga vahtplaadi ekstrusiooniliin
Kasutamine PVC koorikuga vahtplaatide tootmisliini kasutatakse WPC toodete, näiteks uste, paneelide, plaatide jms jaoks. WPC tooted on lagundamatud, deformatsioonivabad, putukakahjustustele vastupidavad, tulekindlad, pragunemiskindlad ja hooldusvabad jne. Ma Protsessi voog Segisti kruvilaadur → Segisti → Ekstruuderi kruvilaadur → Kooniline kaksikkruvi ekstruuder → Vorm → Kalibreerimislaud → Jahutusalus → Tõstemasin → Lõikurmasin → Väljalülituslaud → Lõpptoote kontroll ja...
-

Suure väljundvõimsusega PVC (PE PP) ja puitpaneelide ekstrusioon...
Kasutusala WPC seinapaneelide tootmisliini kasutatakse WPC toodete, näiteks uste, paneelide, plaatide jms jaoks. WPC tooted on lagundamatud, deformatsioonivabad, putukakahjustustele vastupidavad, tulekindlad, pragunemiskindlad ja hooldusvabad jne. Protsessi voog Segisti kruvilaadur → Segisti → Ekstruuderi kruvilaadur → Kooniline kaksikkruvi ekstruuder → Vorm → Kalibreerimislaud → Tõstemasin → Lõikemasin → Väljastuslaud → Lõpptoote kontrollimise ja pakkimise tabel ...
-

Suure väljundvõimsusega PVC profiili ekstrusiooniliin
Kasutusala PVC-profiilimasinat kasutatakse igasuguste PVC-profiilide tootmiseks, näiteks akna- ja ukseprofiilid, PVC-juhtmekarbid, PVC-veerennid jne. PVC-profiili ekstrusiooniliini nimetatakse ka UPVC-akende valmistamise masinaks, PVC-profiilimasinaks, UPVC-profiili ekstrusioonimasinaks, PVC-profiilide valmistamise masinaks jne. Protsessi voog Segisti kruvilaadur → Segisti → Ekstruuderi kruvilaadur → Kooniline kaksikkruvi ekstruuder → Vorm → Kalibreerimislaud → Tõstemasin → Lõikemasin → Lülitusplaat...
-
Muud torude ekstrusiooniliinid müügil
Terastraadist karkassiga tugevdatud plastkomposiittorude valmistamise masin Tehniline kuupäev Mudel Toru vahemik (mm) Liini kiirus (m/min) Paigaldusvõimsus kokku (kw LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Toru suurus HDPE täistoru Terastraadist karkassiga tugevdatud plastkomposiittoru Paksus (mm) Kaal (kg/m) Paksus (mm) Kaal (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Kõrgefektiivne PPR toru ekstrusiooniliin
Kirjeldus PPR-torumasinat kasutatakse peamiselt PPR-sooja ja külma vee torude tootmiseks. PPR-torude ekstrusiooniliin koosneb ekstruuderist, vormist, vaakumkalibreerimispaagist, pihustusjahutuspaagist, veojõumasinast, lõikemasinast, virnastajast jne. PPR-torude ekstruuderis ja veojõumasinas kasutatakse sagedus- ja kiiruse reguleerimist, PPR-torulõikur kasutab hakkimata lõikemeetodit ja PLC juhtimist, fikseeritud pikkusega lõikamist ja lõikepind on sile. FR-PPR klaaskiust PPR-toru koosneb kolmest...
-

Suure võimsusega PVC torude ekstrusiooniliin
Kasutusala PVC torude valmistamise masinat kasutatakse igasuguste UPVC torude tootmiseks põllumajandusliku veevarustuse ja drenaaži, hoonete veevarustuse ja drenaaži ning kaablite paigaldamise jms jaoks. PVC torude tootmismasin toodab torude läbimõõtude vahemikku: Φ16mm-Φ800mm. Survetorud Veevarustus ja transport Põllumajandus niisutustorud Survevabad torud Kanalisatsiooniväljad Hoone vee äravool Kaablikanalid, torujuhtmed, mida nimetatakse ka PVC torujuhtmete torude valmistamise masinaks Protsessi voog Kruvilaadur segisti jaoks → ...
-

Kiire ja ülitõhus PE-torude ekstrusiooniliin
Kirjeldus HDPE torumasinat kasutatakse peamiselt põllumajanduslike niisutustorude, drenaažitorude, gaasitorude, veevarustustorude, kaablikanalite torude jms tootmiseks. PE torude ekstrusiooniliin koosneb toruekstruuderist, toruvormidest, kalibreerimisseadmetest, jahutuspaagist, haakeseadmest, lõikurist, virnastajast/kerijast ja kõigist lisaseadmetest. HDPE torude valmistamise masin toodab torusid läbimõõduga 20 kuni 1600 mm. Torul on mõned suurepärased omadused, nagu kuumuskindlus, vananemiskindlus, kõrge mehaaniline tugevus...



